
1. Market Demand for V10 Engines and Technical Bottlenecks in Mold Technology
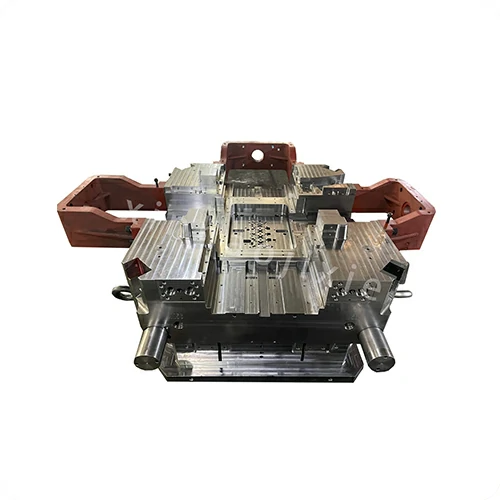
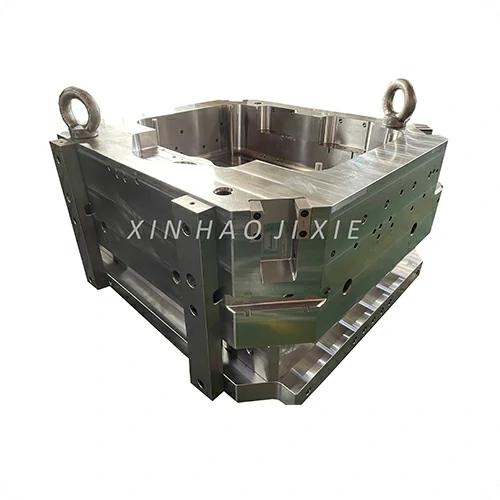
The global marketwebpr marine V10 engines is expanding at an annual growth rate of 4.2%, with production exceeding 12,000 units in 2023. Each engine cylinder block requires three sets of die-casting molds (main body mold, crankshaft chamber mold, and cooling channel mold). Considering the mold lifecycle and the need for parallel production of multiple models, the annual demand for new mold frames ranges from 800 to 1,200 sets. The complexity of the mold structure is reflected in the following aspects: the V-type 120° angle zone requires the integration of 16 sets of hydraulic core-pulling mechanisms, the cavity tolerance must be ≤0.05 mm, and the multi-directional parting surface alignment accuracy must be controlled within 0.1 mm/m.
2. Limitations of Traditional Cast Steel Mold Frames
Japanese manufacturers have long used SCMN-2A cast mold frames (C: 0.25-0.35%, Cr: 1.8-2.2%, Mo: 0.9-1.2%), which are produced through sand casting to obtain near-net-shape blanks, followed by 180 hours of precision machining. Although this process reduces initial machining costs, the material contains 2-3% internal shrinkage defects, leading to the following issues:
Uncontrolled deformation under high-pressure casting: Under an injection pressure of 70 MPa, the guide rails of the mold frame exhibit elastic deformation of 0.3-0.5 mm, resulting in casting wall thickness deviations of ±0.25 mm.
Thermal fatigue life degradation: During continuous injection, the surface temperature of the mold frame fluctuates between 280-420°C, causing a cumulative thermal expansion error of 0.15 mm in SCMN-2A after 30,000 cycles.

2. Limitations of Traditional Cast Steel Mold Frames
Japanese manufacturers have long used SCMN-2A cast mold frames (C: 0.25-0.35%, Cr: 1.8-2.2%, Mo: 0.9-1.2%), which are produced through sand casting to obtain near-net-shape blanks, followed by 180 hours of precision machining. Although this process reduces initial machining costs, the material contains 2-3% internal shrinkage defects, leading to the following issues:
Uncontrolled deformation under high-pressure casting: Under an injection pressure of 70 MPa, the guide rails of the mold frame exhibit elastic deformation of 0.3-0.5 mm, resulting in casting wall thickness deviations of ±0.25 mm.
Thermal fatigue life degradation: During continuous injection, the surface temperature of the mold frame fluctuates between 280-420°C, causing a cumulative thermal expansion error of 0.15 mm in SCMN-2A after 30,000 cycles.