为了降低汽车的重量,提高新能源汽车的续航能力,降低新造车势力的造车成本,一体化压铸技术得到越来越多的实践应用。由于采用一体化压铸技术,需要越来越重的模具,若参照传统汽车的设计结构,则需要大量的进口热作模具钢,大大增加了制造成本。所以后来压铸模具技术设计了模芯套,在模架里面再套个模芯套,模芯套里面再用产品接触面的镶块,这样的方式大大降低材料成本。
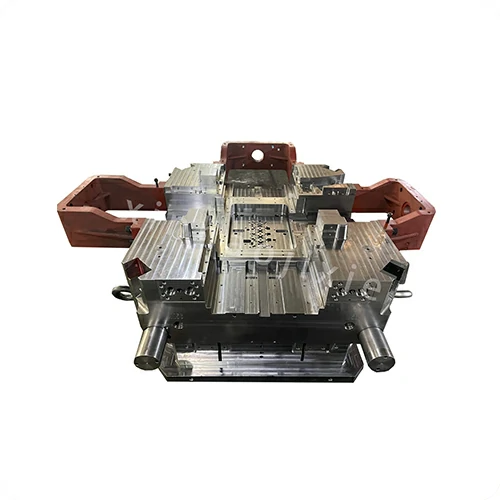
模芯套
由于模芯套部分也要接触铝水面,材料选择了P20锻打件或者718锻件,它具有较高的硬度和耐磨性,能够有效抵抗塑料、橡胶等材料的磨损,延长模具的使用寿命。同时,它的韧性也非常出色,能够在承受较大冲击力的同时保持较好的稳定性。此外,这类模具钢还具有优异的抗腐蚀性和抗热性,能够在高温、潮湿等恶劣环境下保持良好的性能。材料经过调质、却应力、氮化等热处理工艺加强了其使用寿命。
模芯套
由于模芯套内部需要拼接100多个镶块,所以对模芯套的加工要求非常高,它组合后就是一个完整的模具,若内部有间隙就会大大增加压铸产品的不良率。模芯套的尺寸一般都在长宽2000mmX2000mm、高度450-850mm区间范围内,但是精度要求需要平行度±0.05mm,每个型腔面的平面度±0.02mm,内框的公差0.02-0.05mm范围内,还有一些浇口面。我司经过不停地研究,完善了一套针对模芯套的加工工艺,给客户一个合格的产品。
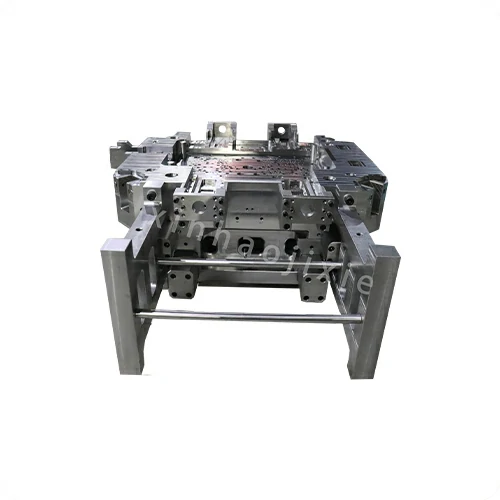
定模芯套
定模芯套的深腔加工深度684.5mm,为了解决深腔加工加工质量和效率的难题,通过采购特殊的减震阻尼刀柄,操作工刀具装夹后检测刀具的偏摆,高效加工。解决深腔加工时刀具摆动,下切量小,尺寸精度难以保证的难题,满足产品参数要求。