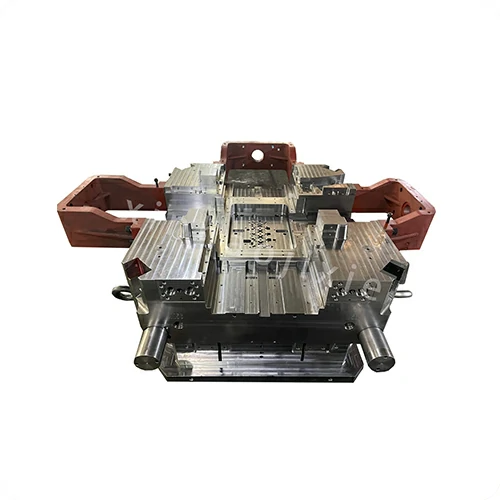
为保障压铸机生产的产品稳定、高效、一次合格率高,模具使用周期长,必须要一个高强度、高韧性、高精密的框架来个模具保驾护航!我司兼顾客户采购成本和采购制作要求,选择一款与材料厂联合开发的高性能版P20锻打材料。该国标P20钢锭通过三墩三拔等锻造热处理工艺后,检测其机械韧性20℃常温下V冲击值(J/㎝3)50以上的优秀性能。在材料性能方面完全满足了客户一副动定模框换三副模芯的要求!
此模架固定模架尺寸为:1805X1811X611;
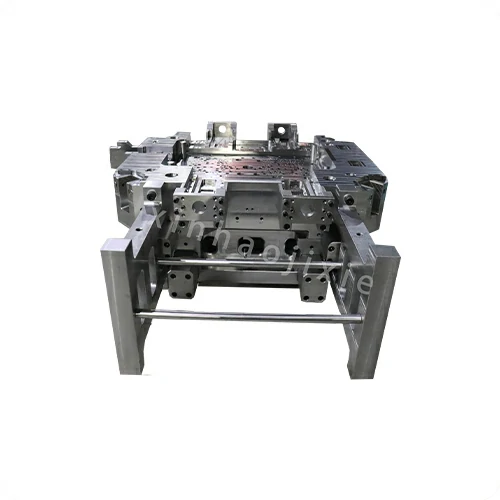
可动模架尺寸为:1670X1580X585。
客户要求开模面与底面的平行度±0.05MM,内框的垂直度±0.02MM,定位孔框的位置度±0.02MM,模框分型面等平面度在300MM以内±0.02MM。
这要求我司在加工过程中,不断的通过千分表按基准面检测其他加工面位置度、平面度,再结合三座标的半成品检测值,最终达到客户的要求!
此模架加工难点解决:定模框加工过程中发现一处加工难点:加工深度有250mm深,能避开的距离只有24MM,D12的精孔要求12-12.02,定位精度也是要求±0.02。为保证达到客户的加工要求,我司研发了一款抗振后拉刀杆,配合合金钻头和合金铰刀加工。
核心技术:
1.长度300mm直径只有24mm的抗振后拉刀杆采用全碳化钨钢材质,刚性强,实现250深的刀具偏摆在0.01以内,可提供稳定的加工保障。
2.与刀杆配合的刀具我们材料两道工序加工方法,先用D11.8的合金钻钻铣加工,然后再用D12H7的合金铰刀进行最后的加工。
3.工艺说明:
1.刀具装好后先对刀杆以及合金铰刀进行刀摆测试,用千分表进行测试,确保摆动在0.01mm以内。
合金铰刀加工费时边测边量,确保孔的大小做到12.02左右。
螺纹孔的通止规和垂直度检测:高精密的模架制作螺纹最为重要,他就像人体的毛细血管一样保证模架安全、高效、稳定的运转。